


手机:0317-8290311
电话:18733036768
邮箱:yashengjixie@126.com
地址:河北省泊头市交河镇北工业区
干铸造的都知道,砂型铸造灰铁产品硬度,常能达到技术要求,布氏硬度控制在HB160~HB240之间,这是为保证产品机械强度基础上有利于机械加工。铸件出现硬度大缺陷时,在铸件断口、特别是薄壁处断口的宏观组织呈麻口甚至白口。硬度大缺陷的铸件将造成加工难度大、出现缩孔、缩松、机械性能不合格等,使铸件报废。
冷却条件造成的硬度大的机理是,浇入铸型的铁水在急冷条件下,合金过冷度大,内部形核结晶能力强,石墨析出能力差、结晶时渗碳体含量多,凝固过程中,石墨析出不充分甚至造成非扩散性马氏体相变;造成铸件基体白口倾向大,出现产品硬度大。铁水的浇注温度过低、铸件在铸型中的冷却时间过短或落砂过早均是造成硬度大的主要原因。在进行热处理时,铸件堆放不好、温度把握不良、退火时间不够均会造成灰铁件的硬度大。
解决措施
保证化学成分在规定牌号的标准范围内,将有利于控制硬度;同时保证成分时,加入%的铜对降低铸件硬度有利。铁水浇注温度控制也相当重要;不同产品浇注温度是有差异的,但都有一个最低浇注温度,如果由于设备故障或其他原因,造成铁水温度太低而不能浇注的,就不要强行浇注; 如果强行浇注的,不但将会造成硬度大的缺陷,其他缺陷如:气孔、缩孔、缩松、夹渣也很厉害。并且,温度合格的铁水在进行浇注时,应贯彻“先浇注小件产品、后浇注大件产品”的思想。对于硬度大的铸件,可采取高温石墨化退火,铸件在920~950℃温度下,渗碳体会发生分解,从而降低硬度,保证机械性能合格。
如果强行浇注的,不但将会造成硬度大的缺陷,其他缺陷如:气孔、缩孔、缩松、夹渣也很厉害。并且,温度合格的铁水在进行浇注时,应贯彻“先浇注小件产品、后浇注大件产品”的思想。对于硬度大的铸件,可采取高温石墨化退火,铸件在920~950℃温度下,渗碳体会发生分解,从而降低硬度,保证机械性能合格。
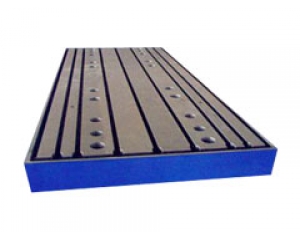
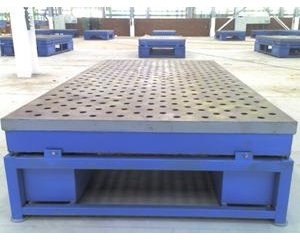
大型铸铁平板是广泛用于机械行业精密测试、检验、划线的重要工具。工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra最大允许值5μm。
上一条 : 什么原因造成铸铁地轨铸件硬度不足
下一条 : 浇注温度对铸造的影响

